(Standart) H Vidalar



























(Standart) H Tipi Vidalar
H Tipi Vida Nedir?
H Tipi Vida, plastik enjeksiyon ve ekstrüzyon makinelerinde en yaygın kullanılan standart vida tasarımlarından biridir. Genel amaçlı polimerlerin işlenmesi için geliştirilmiş olan bu vidalar, plastik hammaddenin taşınması, eritilmesi, sıkıştırılması ve homojenleştirilmesini sağlayarak verimli bir üretim süreci sunar.
H tipi vida geometrisi; PE, PP, PS, ABS ve benzeri birçok termoplastik malzemenin işlenmesinde yüksek performans göstermektedir.
H Tipi Vidanın Yapısı
Standart H tipi vida üç temel bölümden oluşur:
Besleme Bölgesi
Granül haldeki hammaddenin kovana alınarak ileri taşınmasını sağlar.
Sıkıştırma (Geçiş) Bölgesi
Malzemenin kontrollü şekilde sıkıştırılarak eritilmesini sağlar. Bu bölgede basınç ve sıcaklık artışı gerçekleşir.
Ölçme (Dozajlama) Bölgesi
Eriyen plastiğin homojen hale getirilerek sabit debi ve basınç altında kalıba veya enjeksiyon memesine gönderilmesini sağlar.
H Tipi Vidaların Özellikleri
- Genel amaçlı kullanım
- Kararlı üretim performansı
- Homojen eriyik elde edilmesi
- Düşük enerji tüketimi
- Uzun servis ömrü
- Kolay bakım ve kullanım
- Yüksek üretim verimliliği
Kullanım Alanları
H Tipi Vidalar aşağıdaki sektörlerde yaygın olarak kullanılmaktadır:
- Plastik enjeksiyon makineleri
- Plastik ekstrüderler
- Profil üretim hatları
- Boru üretim hatları
- Film üretim hatları
- Ambalaj sanayi
- Otomotiv plastikleri
- Beyaz eşya sektörü
- Teknik plastik uygulamaları
İşlenebilen Hammaddeler
H tipi vida tasarımı aşağıdaki polimerler için uygundur:
- PE (Polietilen)
- HDPE
- LDPE
- LLDPE
- PP (Polipropilen)
- PS (Polistiren)
- ABS
- SAN
- EVA
- TPU (uygulamaya bağlı)
Özel proses gerektiren PVC, PET, PA ve yüksek dolgu oranlı hammaddeler için farklı vida geometrileri tercih edilmektedir.
HATVESAN MAKİNA H Tipi Vida Üretimi
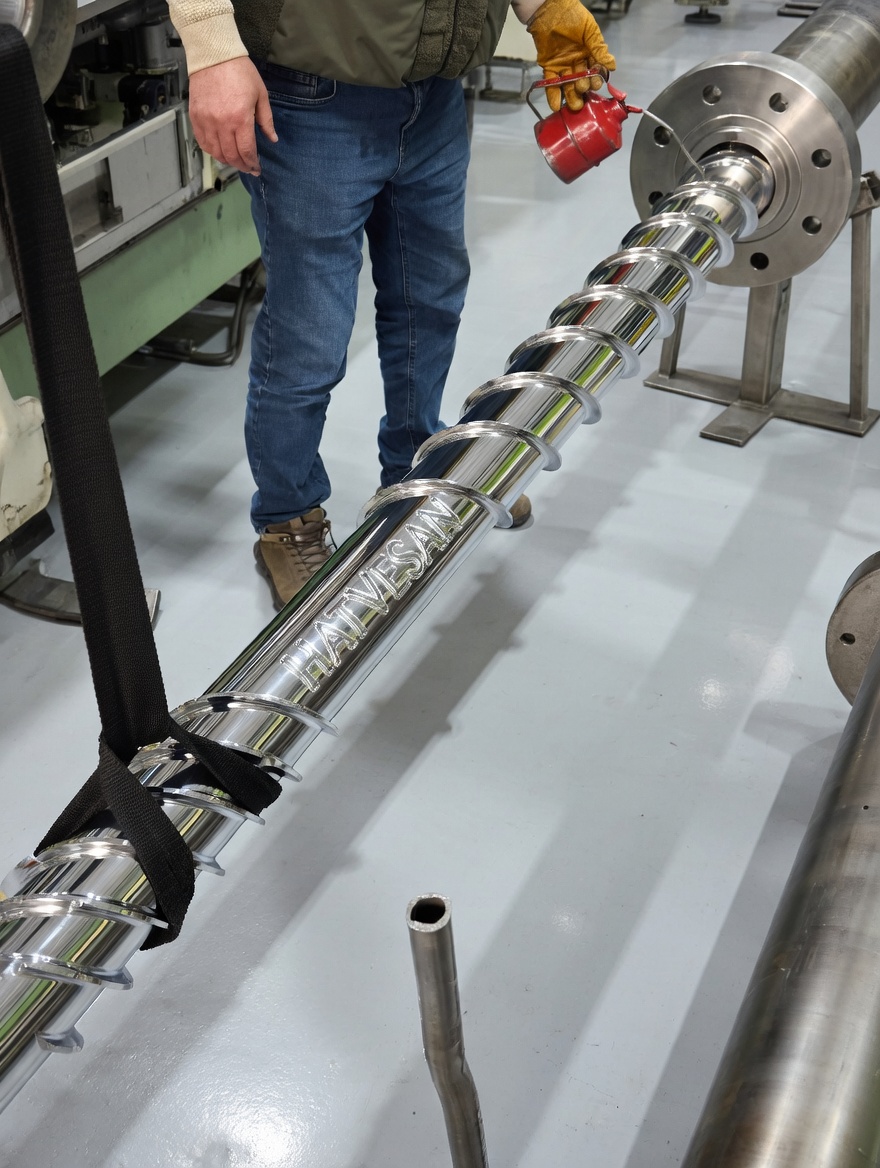
HATVESAN MAKİNA, plastik enjeksiyon ve ekstrüzyon makineleri için yüksek hassasiyetli H tipi vida üretimi gerçekleştirmektedir.
Üretimlerimizde kullanılan özel alaşımlı nitrasyon çelikleri sayesinde;
- Yüksek aşınma direnci
- Üstün korozyon dayanımı
- Uzun servis ömrü
- Maksimum üretim performansı
sağlanmaktadır.
Müşteri taleplerine göre farklı çaplarda, farklı L/D oranlarında ve özel kaplamalarla H tipi vida üretimi yapılabilmektedir.
Hizmetlerimiz
- H tipi vida üretimi
- Enjeksiyon vidası üretimi
- Ekstrüder vidası üretimi
- Vida revizyonu
- Vida kaynak tamiri
- Sert dolgu uygulamaları
- Bimetal vida üretimi
- Özel tasarım vida çözümleri
HATVESAN MAKİNA, plastik işleme sektörüne yönelik yüksek kaliteli standart ve özel tasarım vida çözümleri sunarak üretim verimliliğini ve ekipman ömrünü artırmaktadır.